


















Vliv rychlosti svařování na kvalitu svaru
Vliv rychlosti svařování na kvalitu svaru
Rychlost svařování zásadně ovlivňuje vzhled, hloubku i pevnost svaru. Svařovací oblouk generuje teploty až 3500 °C – klíčové je však udržet správnou délku oblouku (ideálně 3–5 mm) a přizpůsobit rychlost typu materiálu a tloušťce.
Optimální rychlost:
-
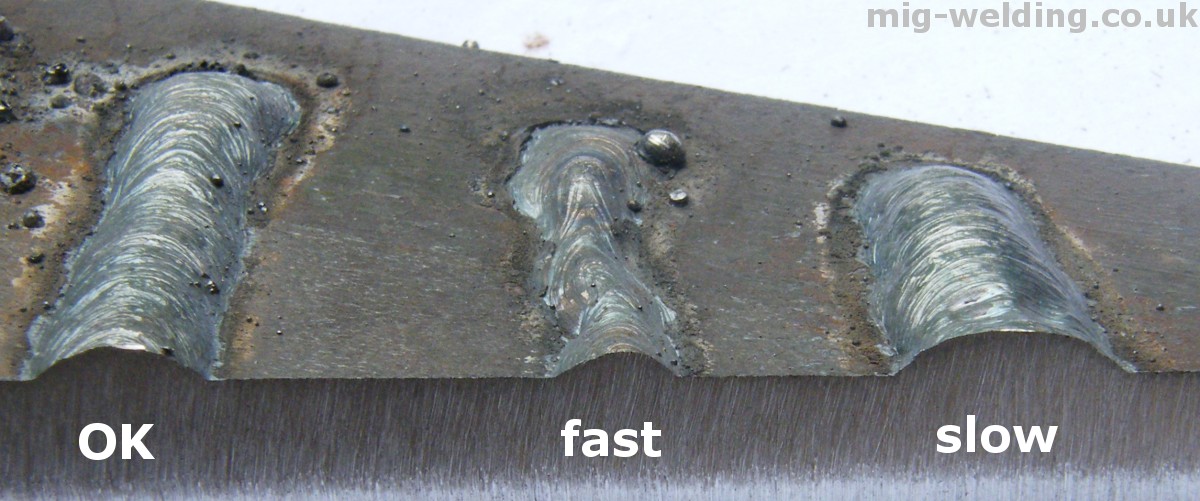
Lázeň musí sledovat oblouk – dívej se hlavně na tuhnutí lázně za obloukem, ne jen na oblouk samotný.
-
Příliš rychlé svařování → úzký, mělký svar („červ“), nedostatečný průvar.
-
Příliš pomalé svařování → přepal, propad, nerovný svar („Krkonoše“).
Tvar a výška housenky:
-
Pohyb ruky, vedení elektrody nebo hořáku určuje vzhled svaru.
-
Základní technika = půlměsícový pohyb, tvoří rovný svar s mírným zvlněním.
-
Zkušení svářeči volí různé typy oscilací podle požadavků na pevnost, šířku a vzhled.
Svary podle tloušťky materiálu:
-
Tenký materiál = plynulý, jednovrstvý svar.
-
Silný materiál (nad 5–6 mm) = vícevrstvé svary, správná příprava hrany nutná.
