


















Obecné zásady pro správnou hloubku závaru pro MIG a TIG
Obecné zásady pro správnou hloubku závaru
-
Nastavte správný svářecí proud
-
Vyšší proud = hlubší závar
-
Pozor na přepálení u tenkých plechů (hlavně u TIG)
-
-
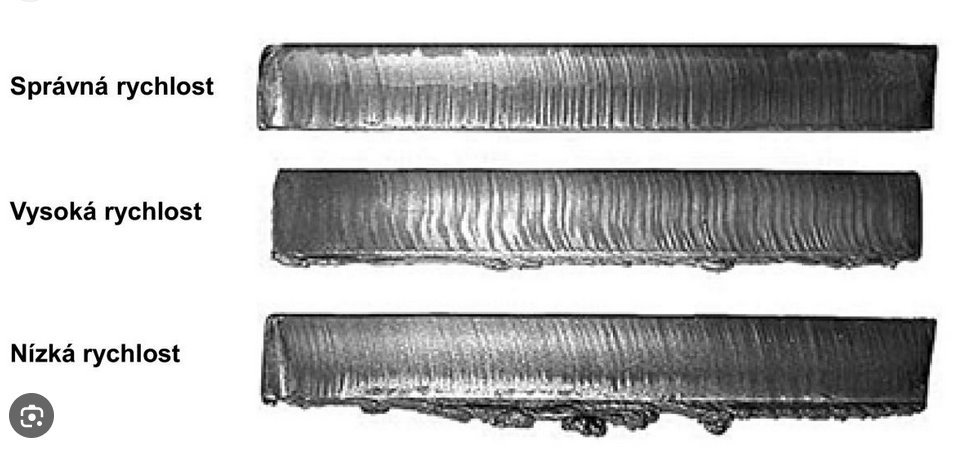
Přizpůsobte rychlost pohybu hořáku
-
Příliš rychlé vedení = mělký závar, studený spoj
-
Příliš pomalé vedení = přehřátí, deformace, propaly
-
-
Udržujte správný úhel a vzdálenost hořáku od materiálu
-
MIG: cca 10–15° ve směru pohybu, hořák držet 10–15 mm od lázně
-
TIG: elektroda blízko, cca 1–2 mm od lázně, ale bez dotyku
-
-
Dbejte na přípravu svarové spáry
-
Odstraňte barvu, rez, zinek apod.
-
Vhodně zvolte tvar spáry (V, X, U) podle tloušťky materiálu
-
-
Zajistěte správný průtok ochranného plynu
-
TIG: 6–10 l/min (argon)
-
MIG: 10–15 l/min (směs Ar/CO₂)
-
Nedostatečný plyn = oxidace, špatná penetrace
-
-
Zvažte předehřev
-
U silnějších materiálů (>10 mm) předehřev zlepší průvar a zabrání praskání
-
⚠️ Na co si dát pozor u MIG a TIG:
| MIG svařování | TIG svařování |
|---|---|
| + rychlejší, vhodné pro větší objemy | + precizní, vhodné pro jemné práce |
| - vyšší rozstřik, horší vizuální kontrola | - pomalejší, náročnější na techniku |
| ❗ Nižší proud = mělký spoj | ❗ Příliš ostrý úhel elektrody = nestabilní oblouk |
| ❗ Nesprávná polarita = špatný závar | ❗ Dotyk elektrody = kontaminace svaru |